梳棉機節漿紗質量控制
作者:admin 發布日期:2021-06-07
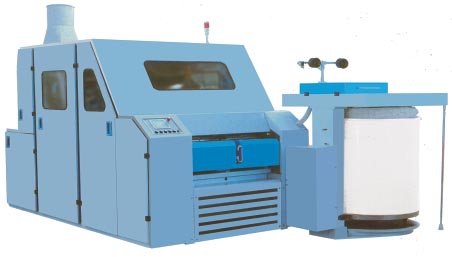
梳理紗的質量直接影響織物的質量。細紗機紡紗過程中把半制品粗紗或條子經牽伸、加拈、卷繞成細紗管紗的紡紗機器、條子在粗紗機上牽伸加拈制成粗紗、精梳機將纖維梳理制成精梳條子、針梳機將條子并合,針排牽伸改善條子結構、粗紗在環錠細紗機上進一步加拈紡成細紗,細紗機是紡紗的主要機器。梳棉機用于加工棉纖維和化學纖維,屬于紡織機械。按照紡紗工藝流程,梳棉是一道重要的工序。梳棉機的前道工序是開清棉聯合機,后道工序是并條機(普梳工藝流程)或條卷機(精梳工藝流程)。倍捻機倍捻單元的結構主要包括錠子制動裝置、倍捻機錠子部分、紗線卷統裝置、倍捻單元的特殊裝置等。 因此,應嚴格控制紗線質量指標的施膠率、回潮率和伸長率,并經常進行檢查和分析。
梳棉機漿紗質量指標
(一)梳棉機上漿率
是施膠質量的主要指標,施膠率應滿足施膠工藝要求,且均勻穩定。 施膠率表示為施膠前加入經紗重量的重量百分比。
上漿率的大小企業實際上也就是由于經紗上漿后附著其上漿料的多少。因此,上漿率在一定影響程度上表示過程中經紗漿后的強力和耐磨材料性能的高低。上漿率指標體系應根據不同紗線特數、捻度、織物進行組織與密度來確定。經紗的特數愈小,上漿率應愈高;經紗的捻度愈大,上漿率應愈低;織物的經紗采用密度大,經紗在織造時受到的摩擦也多,上漿率應適當高些;平紋織物的組織點比斜紋和緞紋織物多,制織時經紗方向就要發展受到研究較多的屈曲和拉伸,所以要選較高的上漿率.上漿率一經通過確定,其差異分析范圍我們必須建立嚴格管理控制,紗回潮率可略大,避免脆斷頭;梅雨一般季節,回潮率可偏低以及掌握;對細特高密織物的漿紗回潮率可略高些。
(二)梳棉機漿紗伸長率以及控制研究范圍使用棉紗:0.5%-1.2%以內;滌/棉混紡紗:0.8%-1%;
線材:干負伸長率0.1%~0.3%,正伸長率0.1%~0.3。
上漿時,經紗張力應盡可能主動分級控制,退繞區張力應小而均勻,拉伸區張力應小,以利于上漿,預干區溫度上漿容易拉伸,在經紗排列整齊的條件下適當降低張力,干燥區張力應適當增大,以提高飛節和粘毛的作用,紗線分割和卷繞區張力應根據工藝要求略高,上漿伸長應控制在規定范圍內。